Изделия из полимеров встречаются повсеместно — от медицинских инструментов до автомобильных компонентов. Их производство обеспечивается современными машинами, которые быстро превращают полимерные гранулы в готовую продукцию. В центре этого процесса устройство — термопластавтомат, сложный механизм, объединяющий точность инжекции и мощность прессования. Как работает эта машина? Какие этапы включает технология литья? Чем отличаются разновидности устройства?
ТПА — что это такое, принцип работы термопластавтомата
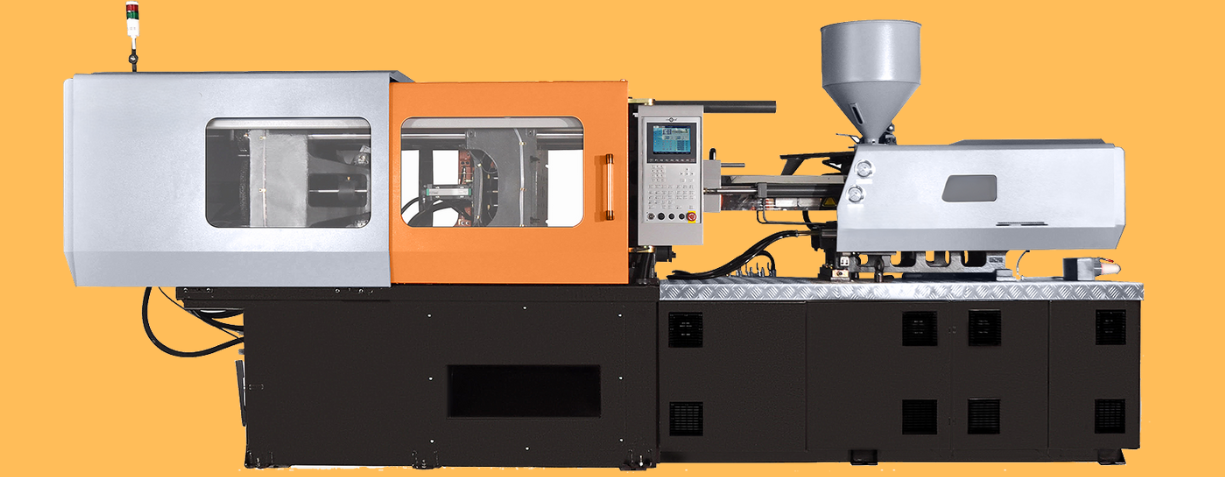
Термопластавтомат (сокращённо ТПА) — это станок для литья пластмасс под давлением в закрытую пресс-форму. Его задача — расплавить сырье, заполнить им пресс-форму и сформировать изделие. Работа термопластавтомата основана на синхронной работе механических и термических систем.
Основные узлы станка
Устройство термопластавтомата включает в себя несколько функциональных узлов, каждый из которых выполняет строго определённую задачу.
Принцип работы термопластавтомата базируются на взаимодействии трёх ключевых систем:
- Литьевая система — включает шнек, цилиндр, нагревательные элементы, сопло. Здесь происходит пластикация (расплавление) материала.
- Система смыкания — обеспечивает открытие-закрытие пресс-формы, а также удержание её в закрытом состоянии под высоким давлением.
- Система управления — электронный блок, управляющий всеми параметрами процесса: температурой, давлением, скоростью, временем выдержки.
Дополнительно конструкция включает в себя:
- Система охлаждения (водяная или масляная);
- Гидравлические или электрические приводы;
- Система выталкивания готового изделия;
- Система загрузки сырья (бункер, вакуумный загрузчик).
Современные станки оснащаются сенсорными панелями управления, системами самодиагностики, а также возможностью интеграции в автоматизированные производственные линии.
Установка пресс-формы на ТПА
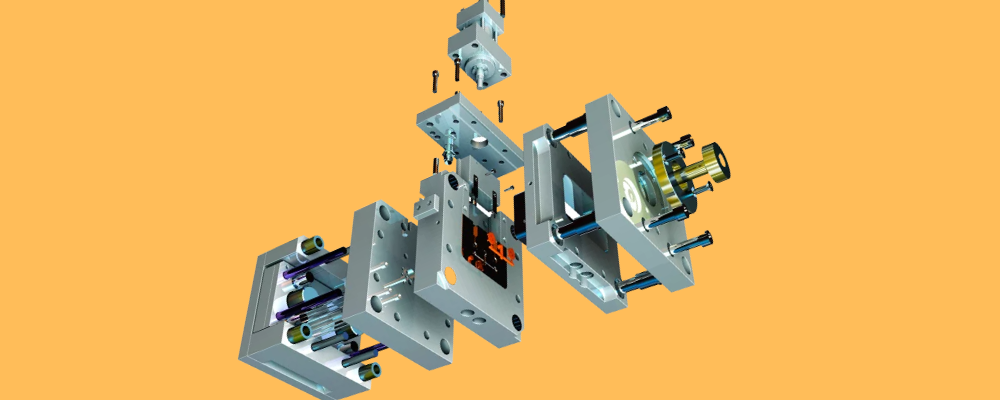
Пресс-форма — ключевой элемент, определяющий конфигурацию детали. Ее монтаж включает:
- Центровку на подвижной и неподвижной плитах;
- Жёсткое крепление с помощью тяг или зажимов;
- Подключение каналов охлаждения (вход - выход воды);
- Подключение горячеканальных систем (при наличии);
- Проверку герметичности, а также корректности смыкания.
После установки проводится пробный цикл без впрыска, чтобы убедиться в правильной работе механики и безопасности оператора. Ошибки в процессе могут вызвать дефекты литья, что требует высокой точности и применения калибровочных шаблонов.
Технологические стадии: режимы литья ТПА
Процесс литья под давлением состоит из нескольких последовательно выполняемых стадий. Каждая из них требует точной настройки параметров, а также синхронной работы всех узлов оборудования.
Смыкание
На этом этапе подвижная плита перемещается к неподвижной, обеспечивая полное смыкание. Усилие смыкания должно быть достаточным, чтобы выдержать давление впрыска, а также предотвратить утечку расплава. Современные устройства позволяют регулировать скорость и усилие смыкания, что особенно важно при работе с хрупкими формами или при использовании вставок.
Пластикация
После смыкания начинается подготовка материала. Шнек вращается внутри цилиндра, продвигая гранулы термопласта вперёд. Под действием нагревательных элементов и трения материал плавится. Образуется однородный расплав, готовый к впрыску.
На этом этапе важно контролировать:
- Температуру по зонам нагрева (обычно 3–5 зон);
- Скорость вращения шнека;
- Давление пластикации (обратное давление).
Качество пластикации влияет на однородность расплава, отсутствие включений и стабильность массы впрыска.
Обработка под давлением
Расплавленный материал впрыскивается в полость формы под высоким давлением. Этот этап требует точного расчёта объёма впрыска, чтобы полностью заполнить полости без образования пустот, раковин или заусенцев.
Параметры, подлежащие контролю:
- Скорость впрыска (может быть ступенчатой);
- Давление впрыска;
- Время впрыска;
- Переход на этап выдержки под давлением.
Некоторые детали требуют многосекционного впрыска с изменением скорости, а также давления в процессе заполнения.
Формование
После заполнения полостей расплав начинает остывать и затвердевать. В это время поддерживается давление, чтобы компенсировать усадку материала. Затем давление сбрасывается, а изделие остаётся в форме до полного охлаждения.
Факторы, влияющие на время выдержки:
- Размер поперечного сечения детали;
- Теплопроводность материала;
- Эффективность системы охлаждения;
- Температура пресс-формы.
Для ускорения цикла применяются турбохолодильники, термостаты и оптимизированные каналы охлаждения.
Раскрытие формы
Когда изделие затвердевает, подвижная плита отходит, включается механизм выталкивания. Изделие извлекается, а далее цикл повторяется.
Система выталкивания может быть:
- Механической (толкатели, штыри);
- Пневматической;
- Сервоприводной (в высокоточных ТПА).
Важно, чтобы детали не деформировались при извлечении, а также не оставались в форме.
Особенности разных видов литьевых машин
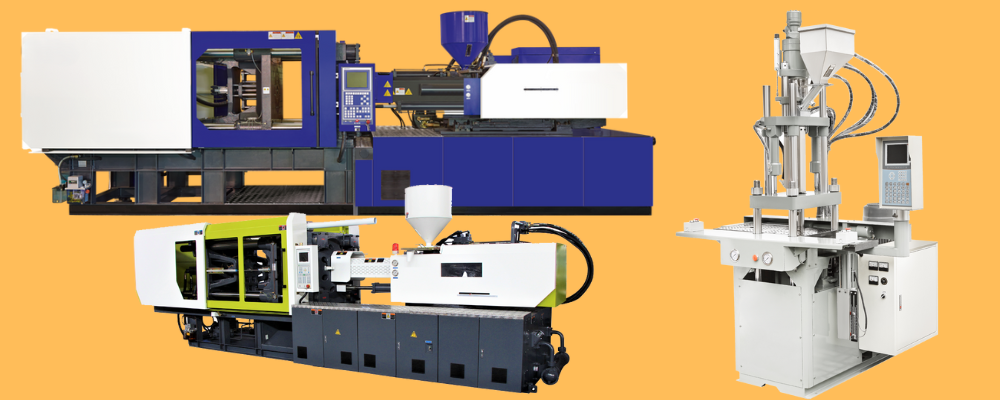
Термопластавтоматы различаются по конструкции, принципу действия и области применения. Их основные характеристики:
Горизонтальные или вертикальные станки:
- Горизонтальные — наиболее распространённые. Пресс-форма располагается горизонтально, изделие извлекается вбок. Подходят для большинства стандартных задач;
- Вертикальные — форма расположена вертикально, часто используется для литья с закладными элементами. Удобны при ручной загрузке вставок. Часто применяются в производстве электрических разъёмов, штекеров, кабельных вводов.
Гидравлические, электрические или гибридные машины:
- Гидравлические — классические модели, надёжные, мощные. Подходят для крупных изделий, а также тяжёлых форм. Обладают высокой силой смыкания, но менее энергоэффективны;
- Электрические — обеспечивают высокую точность, низкий уровень шума, экономию энергии. Используются для мелких, точных деталей, например, в медицине или микроэлектронике;
- Гибридные — сочетают преимущества двух предыдущих типов. Например, электрический впрыск и гидравлическое смыкание.
Виды устройств по числу контуров:
- Одноконтурные — простые в управлении, подходят для базовых задач;
- Многоконтурные — позволяют управлять несколькими зонами нагрева, впрыска и охлаждения отдельно. Используются для сложных деталей с переменной толщиной стенок или при работе с многокомпонентными материалами.
Что можно производить на ТПА
На термопластавтоматах можно производить широкий спектр изделий:
- Корпуса бытовой техники (пылесосы, утюги, микроволновки);
- Автомобильные комплектующие (панели, клипсы, воздуховоды);
- Медицинские изделия (шприцы, пробирки, контейнеры);
- Электротехнические компоненты (розетки, выключатели, корпуса);
- Упаковку и крышки (бутылочные пробки, банки, флаконы);
- Игрушки, декоративные изделия, мебельные комплектующие.
Размер, сложность изделий зависят от конструкции пресс-формы, характеристик материала, а также параметров оборудования.
Для чего используется ТПА
Термопластавтомат используется для серийного и массового производства изделий из полимеров. Он позволяет:
- Высокую точность геометрии;
- Повторяемость размеров;
- Минимальные отходы;
- Высокую производительность;
- Возможность автоматизации.
Они широко применяются в автомобилестроении, электронике, медицине, упаковке, строительстве и производстве товаров народного потребления.

Как выбрать термопластавтомат
Выбор оборудования требует оценки следующих факторов:
- Массу впрыска — она должна соответствовать массе изделия с запасом 20–30%.
- Усилие смыкания — рассчитывается по площади проекции детали.
- Тип привода — гидравлический, электрический или гибридный.
- Количество контуров управления.
- Возможность интеграции с роботами, манипуляторами, сушилками, дозаторами.
- Надёжность производителя, наличие сервиса и запасных частей.
Также важно учитывать размеры формы, свойства сырья, требования к точности и длительности производственного цикла.
Сырьё для ТПА
Для литья под давлением используют термопласты:
- Полипропилен (PP) — универсальный, химически стойкий;
- Полистирол (PS) — жёсткий, прозрачный;
- Полиэтилен (PE) — гибкий, влагостойкий;
- АБС-пластик — ударопрочный, легко окрашивается;
- Полиамид (PA) — прочный, термостойкий;
- Полиэтилентерефталат (PET) — используется для упаковки.
Материал подбирается с учётом требований к прочности, термостойкости, устойчивости к химическим воздействиям, гибкости и эстетическим характеристикам продукции.
Термопластавтомат состоит из нескольких узлов, каждый из которых выполняет важную функцию в процессе литья. Знание принципа работы, этапов технологии, конструкции оборудования помогает повысить эффективность производства, а главное - обеспечить стабильный результат.
Выбор ТПА, грамотная настройка параметров, регулярное техническое обслуживание обеспечивают стабильную, а также эффективную работу в любой отрасли, связанной с переработкой пластмасс.